Лазерные сварочные аппараты — специальное оборудование волоконного типа для ручной сварки металлических деталей и конструкций сложной формы в труднодоступных местах. Такие устройства способны работать в непрерывном, импульсном или точечном режиме, когда оператор вручную корректирует направление и продолжительность контакта. По сравнению с традиционной технологией TIG или MIG волоконно-лазерная сварка отличается более высокой производительностью, так как здесь скорость формирования соединений в 3–5 раз выше.
Преимущества лазерной сварки перед традиционными методами
На фоне классических технологий лазерная сварка выгодно выделяется в лучшую сторону благодаря длинному списку преимуществ. Именно они обуславливают растущую популярность данных устройств в различных отраслях.
1. Высокая скорость сварки, особенно при работе с тонколистовыми материалами.
2. Беспрецедентная точность и способность обработки деталей сложных форм без деформации.
3. Минимальное термическое воздействие на околошовную зону снижает риск появления внутренних напряжений и искажений структуры.
4. Возможность соединения разнородных металлов и сплавов, которые сложно или невозможно обработать традиционными методами.
5. В большинстве случаев отсутствие необходимости в присадочных материалах, что снижает цену, упрощает работу.
6. Возможность автоматизации процесса и интеграции в производственные линии с высокой степенью контроля качества.
Эти и другие особенности делают волоконно-лазерную технологию незаменимой в таких отраслях, как аэрокосмическая промышленность, приборостроение, автомобилестроение, производство электроники и медицинского оборудования.
Принцип работы лазерной сварки
функционируют на основе генерации узкого, но довольно мощного светового пучка, который фокусируется на небольшой области свариваемого материала. Ключевой элемент такого оборудования — источник, генерирующий излучение определенной длины волн.
Процедура лазерной сварки включает такие этапы:
1. Генерация мощного луча в источнике излучения, который может быть твердотельным, газовым или полупроводниковым.
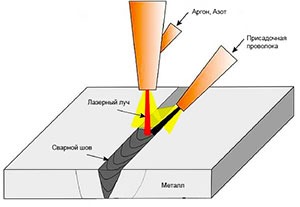
2. Передача луча через систему оптических элементов — волокна, зеркала и линзы, для фокусировки энергии в заданной точке.
3. Взаимодействие узкого луча с поверхностью металла, приводящее к быстрому нагреву и плавлению материала в узкой зоне.
4. Формирование сварного шва путем перемещения луча вдоль линии соединения или движения самих деталей относительно неподвижного источника.
5. Охлаждение и кристаллизация расплавленного металла, образующие прочное соединение.
Этот метод позволяет осуществлять сварку с минимальным тепловым воздействием на окружающие области, что особенно важно при работе с тонкостенными и чувствительными к нагреву деталями. Независимо от пространственного положения, соединение деталей лазером происходит путем сквозного или частичного проплавления. В то же время, волоконная технология предполагает непрерывное излучение. А соединение изделий толщиной 0,05–1,0 мм осуществляется в режиме расфокусировки лазерного луча.
Виды сварочных аппаратов
В промышленности и для бытовых нужд используются различные типы ЛСА. Каждый из них имеет особенности и области применения. Рассмотрим основные виды данных устройств:
• Стационарные. Мощные установки, предназначенные для крупносерийного производства и обработки габаритных деталей.
• Портативные. Ручные агрегаты, обеспечивающие мобильность и возможность сварки в труднодоступных местах. Такую модель можно купить для работы на дому.
• Роботы. Комплексы, интегрированные в автоматизированные производственные линии.
• Специализированные. Установки для микросварки электронных компонентов и прецизионных деталей.
• Комбинированные. Системы, сочетающие лазерную сварку с другими методами обработки металлов в едином технологическом процессе.
Выбор конкретного типа оборудования зависит от специфики производственных или других задач, а также требований к качеству соединений и экономических факторов.
Технические характеристики и параметры
При выборе устройства для лазерной сварки важно учитывать ряд характеристик, от которых зависят его возможности и эффективность:
• Мощность излучения определяет глубину проплавления и скорость обработки.
• Длина волны влияет на эффективность поглощения энергии различными материалами.
• Качество пучка и возможности фокусировки определяют концентрацию энергии в зоне соединения.
• Режимы лазера (непрерывный, импульсный или квазинепрерывный) позволяют оптимизировать процедуру для различных материалов и толщин.
• Механизм подачи особого газа обеспечивает защиту сварочной ванны от окисления и формирование качественного шва.
• Система охлаждения необходима для стабильной работы источника и оптических элементов.
• Возможности автоматизации и интеграции сварки с системами ЧПУ способствуют повышению производительности и точности работ.
Оптимальный выбор этих параметров позволяет достичь высокого качества соединений и максимальной эффективности технологических процессов.
Область применения лазерной сварки
Благодаря универсальности и эффективности, лазерная сварка востребована в различных секторах промышленности:
1. Автомобилестроение: соединение кузовных панелей, элементов трансмиссии, двигателя.
2. Аэрокосмическая промышленность: сварка тонкостенных конструкций из высокопрочных сплавов.
3. Электроника и приборостроение: микросварка компонентов, герметизация корпусов устройств.
4. Медицинская промышленность: производство имплантатов, хирургических инструментов и оборудования, требующего биосовместимости, стерильности.
5. Энергетика: изготовление элементов солнечных батарей, топливных ячеек и аккумуляторов.
6. Ювелирное производство: создание сложных и тонких изделий из драгоценных металлов с минимальными потерями.
В каждой из этих областей ЛСА обеспечивают уникальные преимущества, недостижимые при использовании традиционных методов соединения металлов.
Из чего состоит лазерная сварка?
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
В своих аппаратах мы используем наиболее популярные и надежные лазерные источники Raycus, IPG, Reci.
Важно правильно подобрать мощность лазера, так как от этого зависит глубина сварки. Диапазон мощностей для ручной сварки составляет от 1000 до 3000 Ватт.
Лазерную сварку называют волоконной потому что в качестве активной среды усиления используется оптическое волокно.
Для комфортной сварки нержавеющей стали и алюминия лучше использовать лазерный излучатель не менее 1500 ватт.
Лазерный источник формирует луч с длиной волны 1080нм, который по оптоволоконному кабелю сечением 25-50 микрометров и длиной 10-20 метров передается в лазерную головку - пистолет.
Так как лазерное излучение работает в невидимом для человеческого глаза спектре, то для контроля сварки в лазерном источнике происходит также подмешивание красного пилотного лазера который виден сварщику. Именно этот красный лазер сварщик видит до того как нажмет кнопку включения основного лазерного излучения на пистолете.
На конце оптоволоконного кабеля устанавливается стандартизированный QBH коннектор с водяным охлаждением, который с помощью линз формирует лазерный пучок.
Какой лазерный источник выбрать?
Не все производители лазерных источников имеют сервисные центры в России, а это очень Важно и поэтому свой выбор мы сделали по соотношению цена, качество, сервис. Большинство моделей станков мы комплектуем источниками Raycus CE, которые сертифицированные для европейского рынка и имеют сервисный центр в России.
2. Водяной чиллер.

Для охлаждения источника излучения и лазерной головки используется водяной охладитель жидкости - чиллер.
Чиллер представляет собой холодильник с водяной помпой, который охлаждает циркулирующую по двум контурам дистиллированную воду. Первый контур охлаждает лазерный источник, второй контур корпус лазерной головки и QBH коннектор.
Встроенный в чиллер контроллер сам регулирует температуру охлаждающей жидкости и отключает станок если он выходит за рамки рекомендуемых параметров.
Прогресс не стоит на месте и в последнее время начали появляться лазерные источники с воздушным охлаждением. Такие источники комплектуются несколькими встроенными вентиляторами, которые охлаждают окружающим воздухом радиатор источника. Технология достаточно нова и мало проверенна, но будущее точно за ней, так как она значительно уменьшает габариты ручных лазерных сварочных аппаратов и делает их вес доступным для перевозки в легковом автомобиле. В нашем каталоге есть такие аппараты.
3. Сварочная головка - ручной пистолет.

В комплектации лазерной сварки мы используем надежные и проверенные лазерные головки производства Qilin, Relfar.
Данные головки оснащены системой воблинга позволяющей изменять ширину сварного шва от 1 до 5мм, а также часть моделей имеют до 7ми типов проекции для формирования
различных видов сварочных швов таких как круг, овал, песочные часы, треугольник и другие.
Классическая оптическая схема с одним сервоприводом состоит из коллиматорной линзы, зеркала на сервоприводе, фокусной линзы и двух защитных стекол. Ручные лазерные головки с двумя сервоприводами по оси Х и Y дополнительно имеют 2 стационарных зеркала и два подвижных зеркала. Такие головки расширяют технологические возможности, но и снижают надежность из за наличия дополнительных элементов оптической системы.
Пистолеты комплектуются различными насадками и соплами, которые расширяют технологические возможности аппаратов лазерной сварки.
Например специальное сопло для резки металла позволяет резать металл толщиной до 3мм. Такая комплектация называется 2в1, т.е. сварка и резка.
Например лазерная головка Relfar имеет также насадку для чистки металла от ржавчины и это уже 3в1 - сварка, резка, чистка. 4в1 дополнительно имеют насадку для очистки сварных швов от цветов побежалости и сажи,
а 5в1 имеют насадку для сварки по окружности до 20мм и сварку по периметру прямоугольника максимального размера 20х5мм.
4. Контроллер управления лазерным источником.

Контроллер управления представляет собой микрокомпьютер с понятным интерфейсом на русском языке. С помощью тачскрина Вы можете настроить мощность изучения, частоту, подачу газа и другие необходимые параметры. Контроллер состоит из монитора с тачскрином и самого блока с различными коннекторами. Он подает сигналы управления лазерному источнику на включение, установку мощности, цикла нагрузки и частоты включения лазера. Встроенная система защиты отслеживает рабочие параметры чиллера, температуру лазерной головки, состояние предохранительных датчиков случайного включения. Из дополнительных параметров можно отметить настройки продолжительности выхода газа после и до сварки, нарастание и убывание лазерного излучения, настройки импульсного режима, частоту и продолжительность импульсов.
5. Автоподатчик проволоки.

Одним из главных преимуществ лазерной сварки это конечно же возможность сварки стыковых швов без присадочной проволоки, когда шов получается за счет расплавления обеих кромок металла, но бывают случаи когда между свариваемыми металлами есть щель до 1мм. В этом случае нужно использовать присадочный материал. Это может быть либо пруток, либо проволока.

Удобнее всего использовать проволоку. Для этого существует автоподатчик проволоки. Он такой же, как на полуавтоматах. Податчик заправляется проволокой диаметром 0,8; 1,0; 1,2; 1,6 мм. Для больших щелей применяют автоподатчик с двумя проволоками, которые заполняют щели до 3мм.
Расходные материалы
- Защитные стекла - в зависимости от производителя лазерных головок в аппаратах используются кварцевые плоско параллельные стекла типоразмером 20х3, 30х2, 20х3мм. Срок службы зависит от многих факторов, таких как: используемый газ, давление газа, свариваемый материал, диаметр и тип сварочной проволоки.
- Фокусная линза - Срок службы от 6 до 24 месяцев.
- Коллиматорная линза - Срок службы от 12 до 24 месяцев.
- Зеркало - Срок службы от 12 до 36 месяцев.
- Колпачок QBH коннектора - Срок службы от 24 месяцев.
- Сопла
- Защитный газ (аргон, азот) - Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва. - Присадочная проволока диаметром 0,8-1,6мм.
Сколько стоит лазерная сварка?
Стоимость лазерных сварочников Raptor колеблется от 700 000 до 4 150 000 рублей с учетом скидок и акций. На первый взгляд все поставщики предлагают аппараты с похожими комплектациями. Одинаковая головка, источник, чиллер, но нужно обращать внимание на детали. Какая комплектация ЗИП, есть ли гарантия на ремонт источника в России, есть ли у компании поставщика сервисный центр, запчасти. Также зачастую дешевые станки не оснащают системой автоматики защиты, тепловыми реле, фильтрами по току и т.д.
Особенности выбора и эксплуатации оборудования
Помимо цены, при выборе оптимального устройства необходимо учитывать факторы, обеспечивающие оптимальное соотношение производительности, качества и экономической эффективности:
• Соответствие характеристик специфике технологических задач и обрабатываемых материалов.
• Наличие контроля и мониторинга сварки для обеспечения стабильного качества соединений.
• Эргономичность и удобство управления, особенно для ручных моделей, используемых в различных пространственных положениях.
• Возможность интеграции в существующие производственные линии и совместимость с системами автоматизации.
• Наличие сервисной поддержки и доступность запасных частей для минимизации простоев.
• Соответствие требованиям безопасности и наличие необходимых систем защиты персонала от излучения и других факторов риска.
Правильный выбор ЛСА позволяет не только повысить эффективность производства, но и обеспечивает долгосрочную экономию за счет снижения стоимости работ, эксплуатационных расходов и повышения качества продукции.
Перспективы развития технологии
Технология лазерной сварки постоянно развивается, открывая новые возможности и перспективы. Ключевые направления разработок:
• Повышение мощности и эффективности лазерных источников, что позволит увеличить скорость сварки и глубину проплавления.
• Разработку новых оптических систем для более точного управления лазером и оптимизации параметров работы.
• Создание гибридных устройств, сочетающих лазерную технологию с другими методами обработки для достижения синергетического эффекта.
• Интеграцию ИИ для автоматической корректировки параметров в режиме реального времени.
• Разработку специализированных устройств, в том числе и в формате «мини», для работы с композитами, наноструктурированными сплавами, другими материалами.
• Совершенствование систем мониторинга и контроля сварных соединений на основе спектрального анализа и томографии.
Эти инновации позволяют не только снизить издержки на ЛСА и услуги, но и расширить спектр применения лазера, еще больше повысив его эффективность.
Заключение
Лазерные сварочные аппараты — революционная технология, позволяющая решать сложные задачи, недоступные для традиционных методов. Компании, специализирующиеся на производстве и поставке таких устройств, предлагают широкий спектр моделей для различных применений. Цена варьируется в зависимости от характеристик и комплектации.
В России рынок лазерных установок активно развивается, и многие производители предлагают как промышленные, так и мини-системы для небольших предприятий или бытовых нужд. Для получения дополнительной информации по вопросам приобретения и эксплуатации ЛСА обращайтесь к нашим менеджерам.

















